Endmill
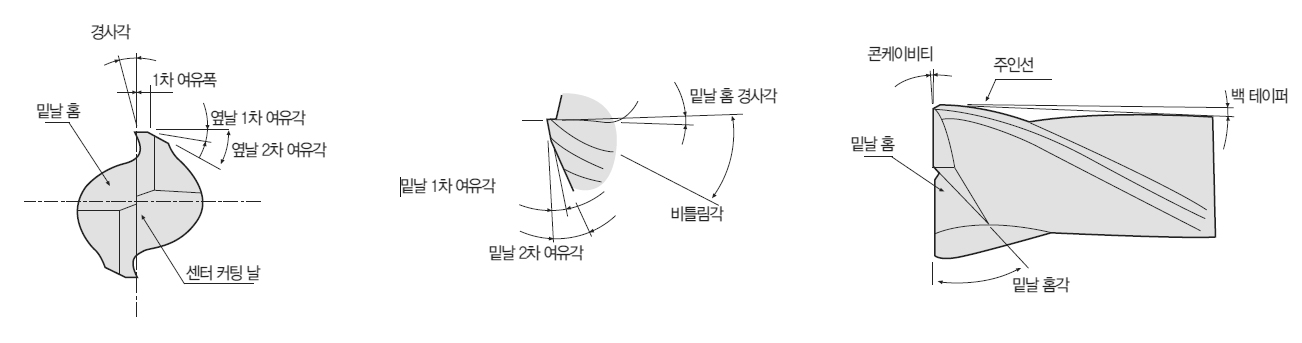
Endmill’s concept
Endmill’s concept
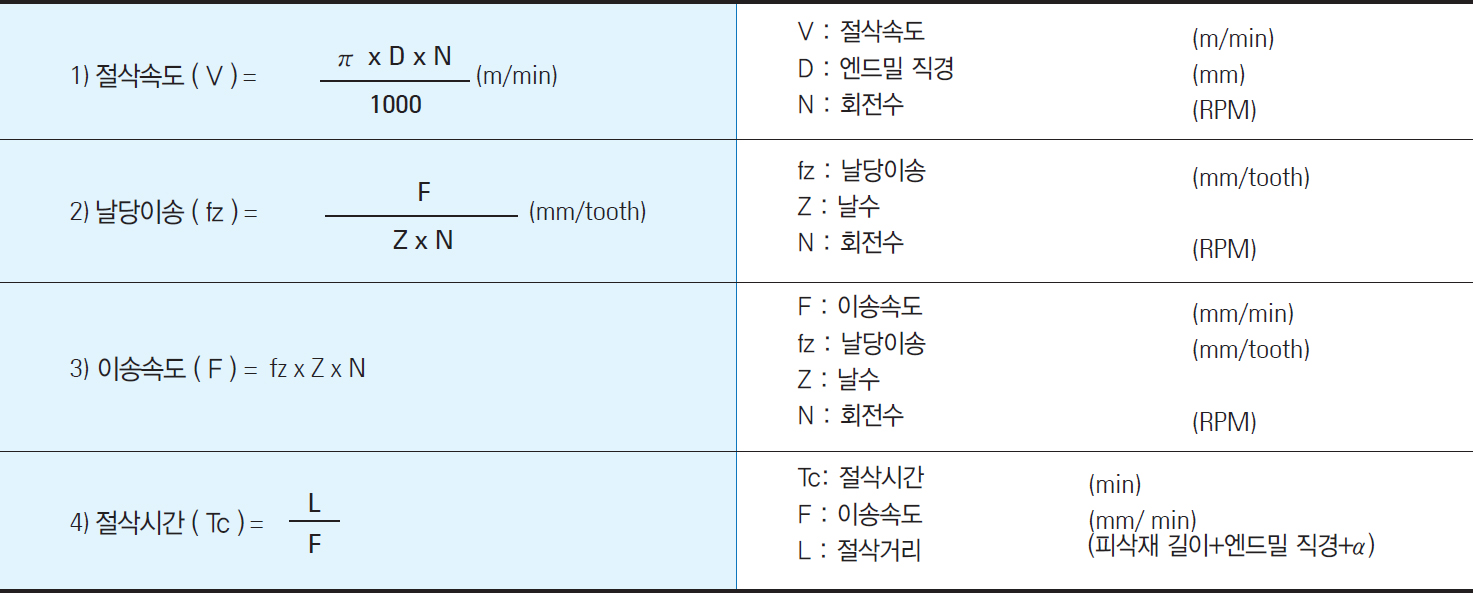
Cutting speed calculation
Cutting speed calculation
Endmill Regrinding
Regrinding timing
| Range of application | Endmill Dia | Abrasion loss |
|---|---|---|
| Finish machining | ~ ø10 ø 11 ~ ø30 ø 31 ~ ø50 |
0.05 ~ 0.1 0.1 ~ 0.25 0.2 ~ 0.35 |
| Roughing machining | ~ ø10 ø 11 ~ ø30 ø 31 ~ ø50 |
0.08 ~ 0.15 0.15 ~ 0.35 0.3 ~ 0.45 |
Way to regrinding
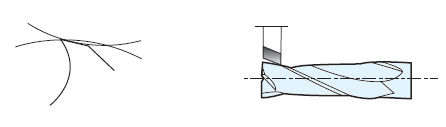
- 01Concave type
- Demand to close Dia tolerance
- Favorable machinability
- Need to 2nd rake Clearance angle
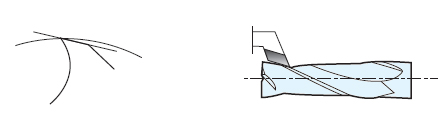
- 02Concave type
- Favorable machinability
- Need to 2nd rake Clearance angle
- 03Eccentric Type
- Favorable Flute Diameter
- Excellent Surface Roughness on workpiece
- Not necessary for secondary clearance on rake
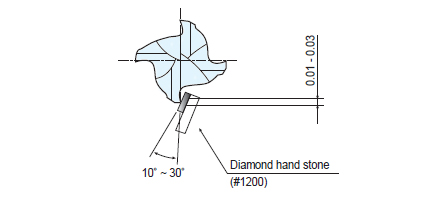
Honing
- Honing
- Recommended for machining mold steel or high hardness workpiece.
- When machining without honing, process it for 10 to 30 seconds with an slotting of 0.01mm or less before entering the normal speed.
Endmill trouble shooting
Endmill trouble shooting
| Troble issue | Cause | Solution |
|---|---|---|
| Broken |
|
|
| Wear and burr |
|
|
| Vibration during cutting |
|
|
| Defection for flute |
|
|
| Bad cutting performance |
|
|
| Poor chip emission |
|
|
| Burr on the surfacce |
|
|
| Shape faulty |
|
|
| Built up edge |
|
|