Drill
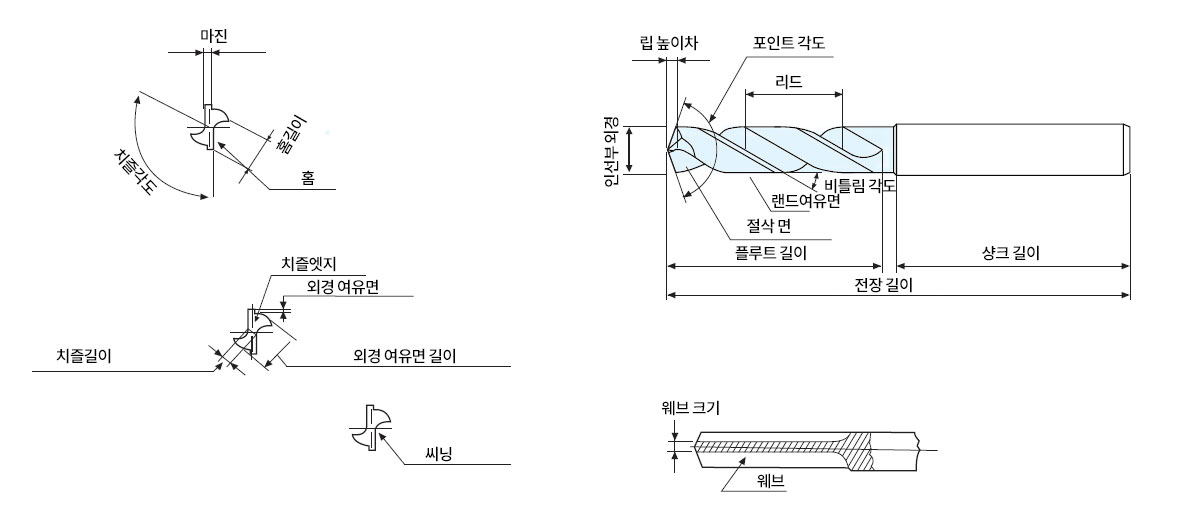
Nomenclature of Drill
Nomenclature of Drill
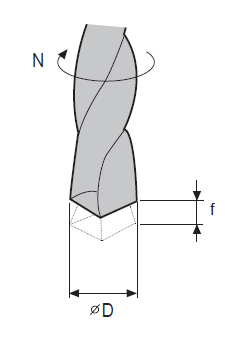
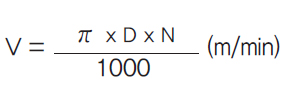
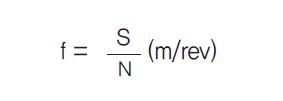
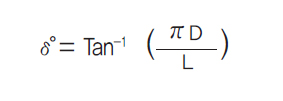
Machining formula
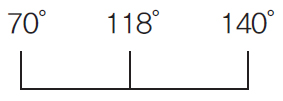
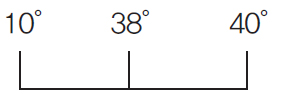
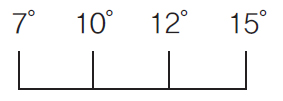
Working of Main Angle
| Point Angle | Torsional Angle | Lip Relief Angle | |
|---|---|---|---|
Small → Thrust → Large |
Good → Chip emission → Bad Large → Tool toughness → Small |
Small → Vibration → Large |
 |
| Point Angle | Torsional Angle | Lip Relief Angle | |
• D : Diameter of drill • N : Revolution • π : (3.14) (m/min) (mm) (rpm) |
• S : Depth of cut per min • N : Revolution (mm/rev) (mm/min) (rpm) |
• D : Diameter of drill • L : lead • π : (3.14) (mm) (mm) |
Drill Trouble Shooting
Drill Trouble Shooting
| Trouble issue | Cause | Solution |
|---|---|---|
| Drill does not enter the workpiece |
|
|
| Margine chipping |
|
|
| Blance of cutting edge |
|
|
| Chipping of cutting edge |
|
|
| Broken of tang |
|
|
| Broken for brass work |
|
|
| Crack of Drill core |
|
|
| Over hole size |
|
|
| Broken for Flute edge |
|
|
| Irregular chip size |
|
|
| Rough hole |
|
|