エンドミル
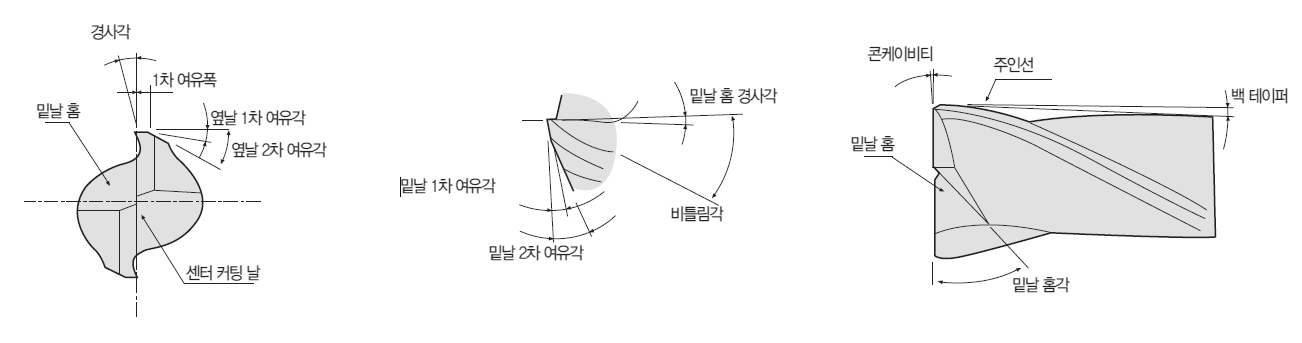
エンドミル各種の名称
エンドミル各種の名称
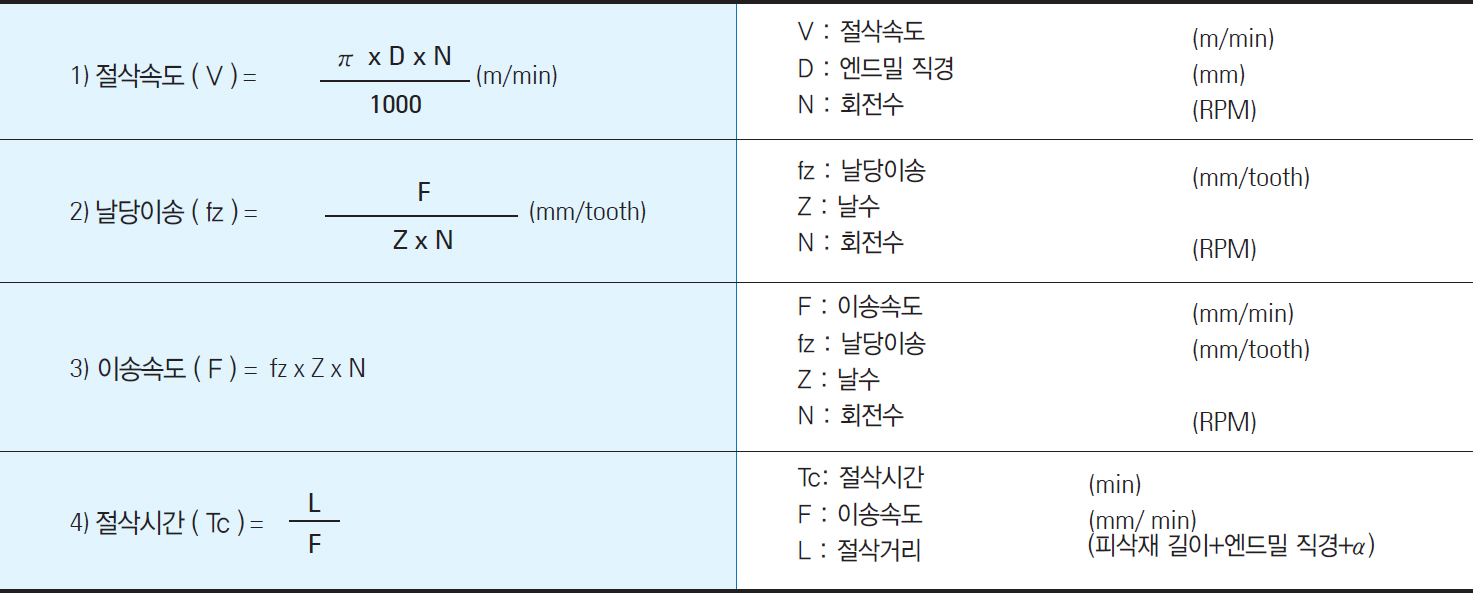
切削条件の選び方
切削条件の選び方
エンドミルの再研削
再研削時期
| 加工 | 外径 | 摩耗量 |
|---|---|---|
| 仕上げ加工 | ~ ø10 ø 11 ~ ø30 ø 31 ~ ø50 |
0.05 ~ 0.1 0.1 ~ 0.25 0.2 ~ 0.35 |
| 荒加工 | ~ ø10 ø 11 ~ ø30 ø 31 ~ ø50 |
0.08 ~ 0.15 0.15 ~ 0.35 0.3 ~ 0.45 |
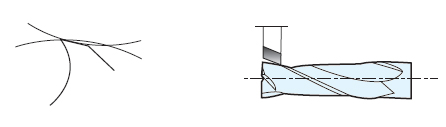
再研削方法
- 01コンケーブ
- 精密な外径公差が求められる時
- 切削性良好
- 第2外周逃げ角必要
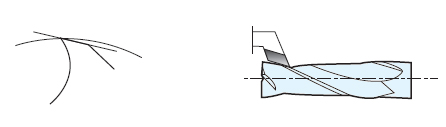
- 02フラット
- 切削性良好
- 第2外周逃げ角必要
- 03エキセントリック
- 刃径の維持良好
- 優れたワークの表面粗度
- 第2外周逃げ角不要
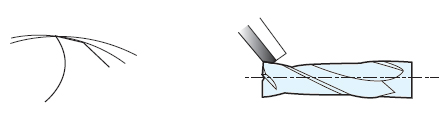
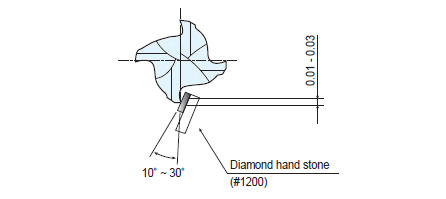
オーニング
- オーニング
- 金型や高硬度ワーク加工の際、推薦致します。
- オーニングなく加工される場合、0.01㎜以下の切込みで、約10~30秒間加工後、通常速度にお戻し下さい。
エンドミル使用上、トラブルと原因対策
エンドミル使用上、トラブルと原因対策
| トラブル現象 | 原因 | 対策 |
|---|---|---|
| 切削中の折損 |
|
|
| 摩耗、焼けが著しい |
|
|
| 切削中のびびり |
|
|
| 切削中の刃かけ |
|
|
| 切れ味が悪い |
|
|
| 切れくずづまり |
|
|
| 仕上げ面粗さが悪い |
|
|
| 寸法精度が悪い |
|
|
| 融着 |
|
|