タップ
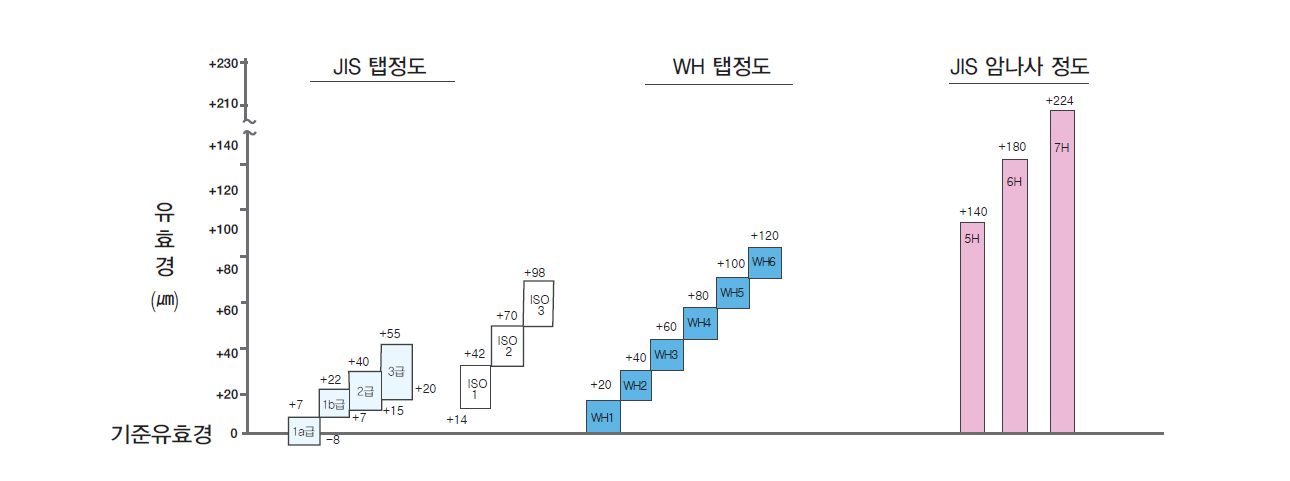
WH精度
WH精度
㈱WIDIN用途別タップは所定のめねじ精度を満足して頂くために、段階式に精度が設定しており、作業条件に合わせて選定できるよう、独自のWH精度方式を採用しております。
- P≤0.6(40以上)のもの {p≤ 0.6(T.P.I≥40)}
- 上の許容差:0.010 + 0.015 x n
- 下の許容差:上の許容差-0.015
- 単位:mm
- P≥0.7(36以下)のもの {p≤ 0.7(T.P.I≤36)}
- 上の許容差 : 0.020 x n
- 下の許容差 : 上の許容差 -0.020
- 単位:mm
事例 M3×0.5

事例 M10×1.5
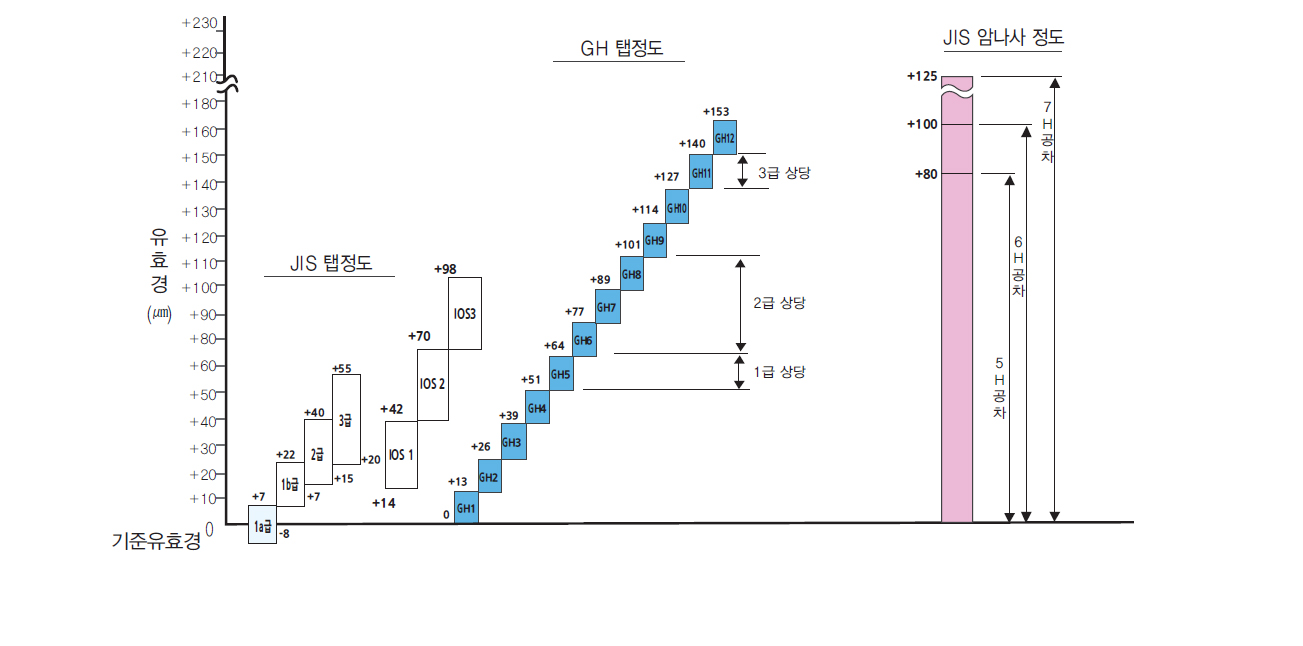
GH精度について
GH精度について
溝の無いタップ(ロールタップ)は塑性変形によるめねじを加工するため、
切削タップとは違い厳しい下穴径管理が必要で、厳しいタップの精度を適用しています。
㈱WIDINでは公差12.7㎛(0.0005)の段階式精度を採用しています。
事例 M3×0.5
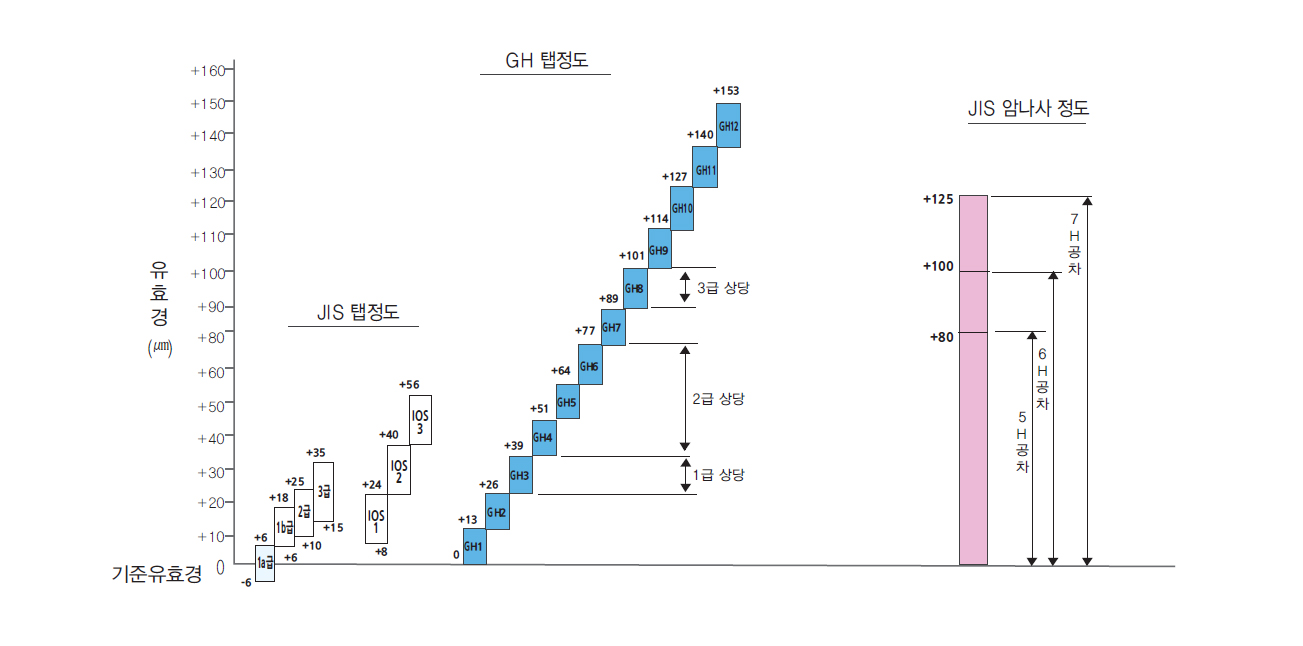
事例 M10×1.5
切削速度と切削油剤
切削速度と切削油剤
切削速度はタップの材質、種類、食付き、下穴形状、ワーク及び切削油剤などいろいろな条件により左右され、十分な注意が必要となります。
また、切削油剤には潤滑、冷却、反溶着の三つ作用があり、これらを切削油三つの要素です。
タッピングの場合、非常に複雑な切削作用が行われるため、加工の際十分な切削油剤を供給して下さい。
標準切削速度と提要切削油剤
| ワーク | 切削速度 (m/min) | 切削油剤 | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ストレート | スパイラル | ポイント | 超硬 | ロール | HighSpeed Synchro Tap |
Pipe Thread Tap |
不受容性 | 受容性 | セミドライ | ドライ | ||
| 低炭素鋼 | CO,25% 以下 |
8~13 | 8~13 | 15~25 | - | 8~13 | 27~32 | 3~6 | ◎ | ○ | △ | △ |
| 中炭素鋼 | CO,25~ 0.45% |
7~12 | 7~12 | 10~15 | - | 7~10 | 27~32 | 3~6 | ◎ | ○ | △ | △ |
| 高炭素鋼 | CO,4.5% 以上 |
6~9 | 6~9 | 8~13 | - | 5~8 | 22~27 | 2~5 | ◎ | ○ | △ | △ |
| 合金鋼 | SCM | 7~12 | 7~12 | 10~15 | - | 5~8 | 22~27 | 2~5 | ◎ | △ | △ | △ |
| 調質鋼 | 25~45 HRc |
3~5 (4~8) |
3~5 (4~8) |
4~6 (6~10) |
- | - | 15~20 | 2~5 | ◎ | △ | - | - |
| ステンレス鋼 | SUS | 4~7 | 5~8 | 8~13 | - | 5~10 | - | 3~6 | ◎ | ○ | - | - |
| 析出硬化系 ステンレス鋼 |
SUS630 SUS631 |
3~5 | 3~5 | 4~6 | - | - | - | 2~5 | ◎ | - | - | - |
| 工具鋼 | SKD | 6~9 | 6~9 | 7~10 | - | - | - | 2~5 | ◎ | - | - | - |
| 鋳鋼 | SC | 6~11 | 6~11 | 10~15 | - | - | 17~22 | 2~5 | ◎ | ○ | - | - |
| 鋳鉄 | FC | 10~15 | - | - | 10~20 | - | - | 2~5 | ◎ | ○ | ○ | ○ |
| ダグタイル鋳鉄 | FCD | 7~12 | 7~12 | 10~20 | 10~20 | - | - | 4~8 | ◎ | ○ | ○ | - |
| 銅 | Cu | 6~9 | 6~11 | 7~12 | 10~20 | 7~12 | 27~32 | 2~5 | ○ | ○ | - | - |
| 黄銅・黄銅鋳物 | Bs, Bsc | 10~15 | 10~20 | 15~25 | 15~25 | 7~12 | 27~32 | 5~10 | ○ | ○ | ○ | ○ |
| 青銅・青銅鋳物 | PB, PBC | 6~11 | 6~11 | 10~20 | 10~20 | 7~12 | - | 6~11 | ○ | ○ | - | - |
| アルミ 圧延材 |
AL | 10~20 | 10~20 | 15~25 | - | 10~20 | 100~300 | 5~10 | ◎ | ○ | △ | - |
| アルミ 合金鋳物 |
AC, ADC | 10~15 | 10~15 | 15~20 | 10~20 | 10~25 | 80~300 | 10~15 | ◎ | ○ | △ | - |
| マグネシウム 合金鋳物 |
MC | 7~12 | 7~12 | 10~15 | 10~20 | - | - | 10~15 | ◎ | ○ | ○ | - |
| 亜鉛合金 鋳物 |
ZDC | 1~12 | 7~12 | 10~15 | 10~20 | 7~12 | 27~100 | 10~15 | ◎ | ○ | △ | - |
| 熱硬化性 プラスティック |
ベークライト フェノールエポキシ |
10~20 | - | - | 15~25 | - | - | 5~10 | - | ○ | ○ | ○ |
| 熱可塑性 プラスティック |
塩化ビニル ナイロン |
10~20 | 10~15 | 10~20 | 10~20 | - | 27~32 | 5~10 | - | ○ | ○ | ○ |
◎: 최적 / ○:적용 / △: 사용가 / - : 사용불가
お勧めのドリル直径資料表(2級ねじ基準)
ストレートタップ、スパイラルタップ
|
呼び Thread Size |
推薦ドリル直径 Drill Size(mm) |
参考ドリル直径(mm) | |
|---|---|---|---|
| 最小 (min) | 最大 (max) | ||
| M3 X 0.5 | 2.50 | 2.459 | 2.599 |
| M4 X 0.7 | 3.30 | 3.242 | 3.422 |
| M5 X 0.8 | 4.20 | 4.134 | 4.334 |
| M6 X 1.0 | 5.00 | 4.917 | 5.153 |
| M8 X 1.25 | 6.80 | 6.647 | 6.912 |
| M10 X 1.25 | 8.80 | 8.647 | 8.912 |
| M10 X 1.5 | 8.50 | 8.376 | 8.676 |
| M12 X 1.0 | 11.00 | 10.917 | 11.153 |
| M12 X 1.25 | 10.80 | 10.647 | 10.912 |
| M12 X 1.5 | 10.50 | 10.376 | 10.676 |
| M12 X 1.75 | 10.30 | 10.106 | 10.441 |
| M14 X 1.5 | 12.50 | 12.376 | 12.676 |
| M14 X 2.0 | 12.00 | 11.835 | 12.210 |
| M16 X 1.5 | 14.50 | 14.376 | 14.676 |
| M16 X 2.0 | 14.00 | 13.835 | 14.210 |
| M18 X 1.5 | 16.50 | 16.376 | 16.676 |
| M18 X 2.5 | 15.50 | 15.294 | 15.744 |
| M20 X 1.5 | 18.50 | 18.376 | 18.676 |
| M20 X 2.5 | 17.50 | 17.294 | 17.744 |