ドリル
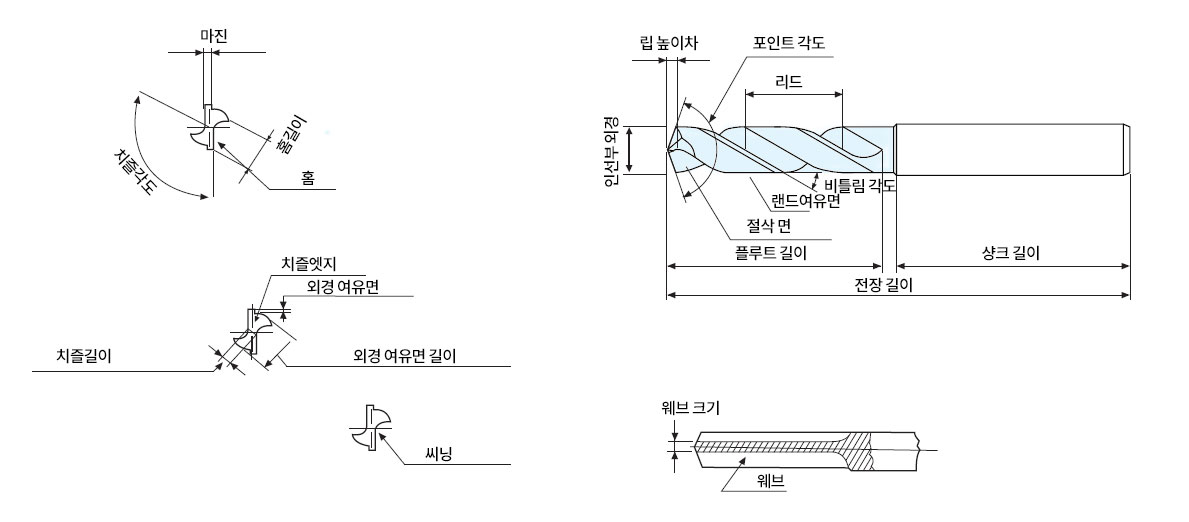
ドリル各部の名称
ドリル各部の名称
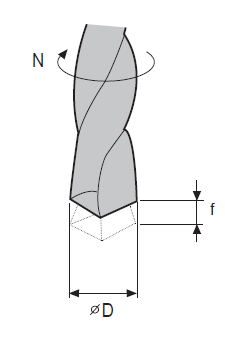
加工計算式
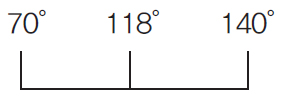
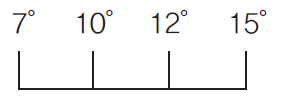
主な角度
| 先端角 | ねじれ角 | リップリリーフアングル | |
|---|---|---|---|
|
Small → スラスト → Large |
Good → 切りくず排出 → Bad Large → 工具の剛性 → Small |
Small → びびり → Large |
 |
| 先端角 | ねじれ角 | リップリリーフアングル | |
|
• D : Diameter of drill • N : Revolution • π : (3.14) (m/min) (mm) (rpm) |
• S : Depth of cut per min • N : Revolution (mm/rev) (mm/min) (rpm) |
• D : Diameter of drill • L : lead • π : (3.14) (mm) (mm) |

ドリル加工のトラブルと原因対策
ドリル加工のトラブルと原因対策
| トラブル現象 | 原因 | 対策 |
|---|---|---|
| 構成刃先 |
|
|
| 刃先外周部の欠損 |
|
|
| 逃げ面の過大な摩損と亀裂 |
|
|
| 切れ刃部分の欠損 |
|
|
| ランドの摩耗 |
|
|
| 工具ボディの焼付き |
|
|
| チゼルエッジの摩損と亀裂 |
|
|
| 心厚シンニング部と 切れ刃部分の 交差面の欠損 |
|
|
| 刃先外周部の塑性変形 |
|
|
| 直進度のずれと軸ずれ |
|
|
| 穴あけ開口面の大きなバリ |
|
|
| 面粗度不良 |
|
|